
Timing Belts
with Cover
There is a huge range of coatings which can be applied to the back of timing belts, and depending on the specific application requirements we can recommend the best solution for you in both technical and economic terms.
Cold-Glued Coatings
The cold-glued coatings category is the one which offers the largest number of solutions, thus allowing the specific needs of the conveyor system to best be met.
Our experience allows us to guarantee reliable attachment of any type of coating, regardless of the type of grip or various hardnesses of the coating. (Linatex, Linatrile, food-grade rubber, oil-resistant rubber, etc.).
Hot Vulcanised Coatings
This type of coating is performed through vulcanisation of synthetic rubber on the back of the belt in an autoclave, either natural rubber or polyurethane; the available rubbers have hardness ranging from 45 shore to 80 shore, and can be different colours. (Tenax, para rubber …).
The advantage of this type of coating compared to the cold-applied ones is the excellent adhesion offered by the high temperature, and the excellent price-quality ratio.
Silicone and Silicone Rubber Coatings
Silicone rubber coatings, available in different hardnesses (from 30 to 65 shore), are used primarily for carrying films, pipes and cables, and are moulded on sleeve belts of length less than 1000 mm.
The silicone coating with hardness of around 30 shore is obtained via a hot pour, on the other hand, before subsequent grinding; it is FDA certified and can also be applied to long belts.
Its deformability makes it a good alternative to foams, with the advantage of having a higher level of grip and, as the surface is closed-cell, it can also be used in the presence of liquids.
Extruded Coatings on Timing Belts
On the back of timing belts supplied by the metre (hardness 92 shore) it is possible to extrude an extra thickness, which can be a softer polyurethane (70/85 shore) or alternatively a mixture composed of rubber and polyurethane (50/60 shore) to increase the grip.
This solution, as well as guaranteeing excellent adhesion between the belt and coating, allows for faster delivery times than other production processes.
Foam Coatings and Dual Coatings
We offer a huge range of foam coatings to transport objects with unusual shapes or fragile products (Sylomer, neoprene foam, foam rubber, …).
Unlike denser coatings, foams are not able to provide a high level of grip and it is therefore possible to apply a dual coating (foam + dense) in these cases in order to obtain the deformability of foam combined with the strength and grip of more solid materials (Silicone, Linatex etc.).

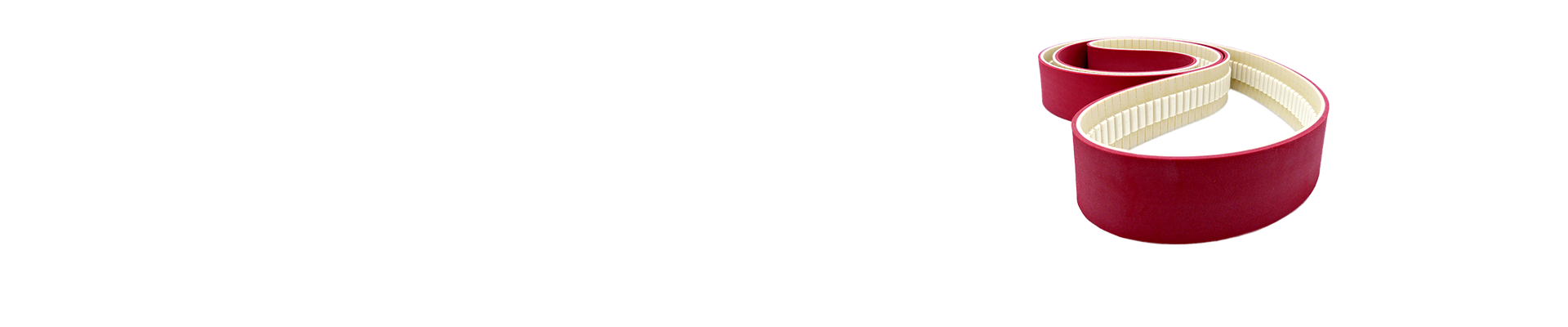
1 – Linatex natural rubber coating, hardness 38 shore, excellent grip

2 – The 30 shore silicone coating offers a high level of deformability

3 – White food-grade rubber coating (FDA approved), hardness 60 shore

4 – Neoprene foam coating, excellent deformability and good wear resistance

5 – Polyurethane and rubber compound extruded onto the back of the timing belt, hardness 55 shore

6 – Silicone rubber coatings available in 30, 40, 50 and 65 shore hardnesses

7 – The back of the timing belt can be coated with low-friction and wear-resistant material
8 – Tenax hot-vulcanised synthetic rubber, available in multiple colours and thicknesses

9 – The coating in linatrile rubber, hardness 55 shore, has a good grip and excellent resistance to wear

10 – The coating in vulkolann has a hardness of 70 shore and excellent wear resistance
11 – Sylomer foam coatings are different colours depending on their density

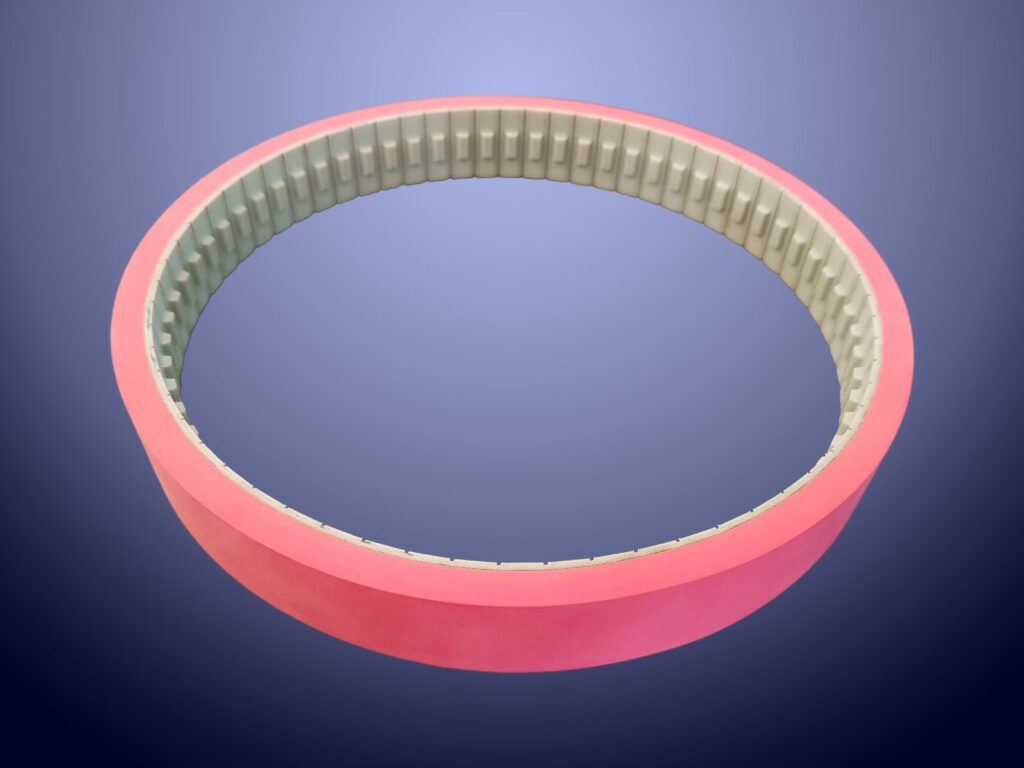
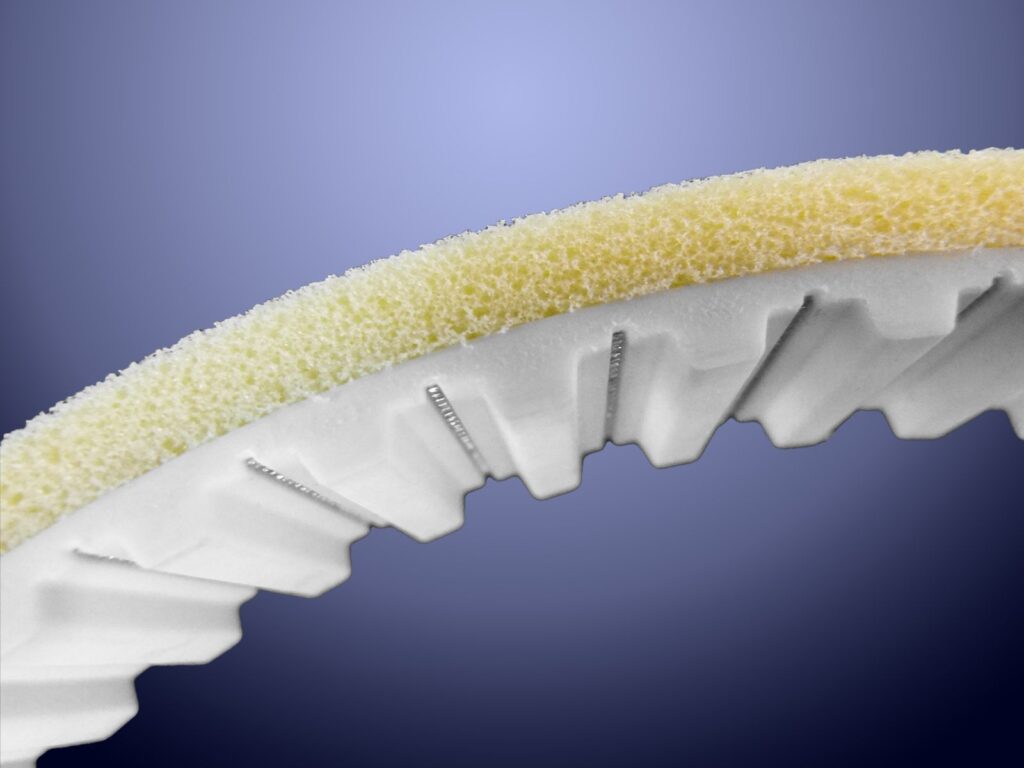
12 – AT10 timing belt with medium-porosity foam rubber coating
13 – Blue Sylomer coating with back in hot-poured silicone which is then ground

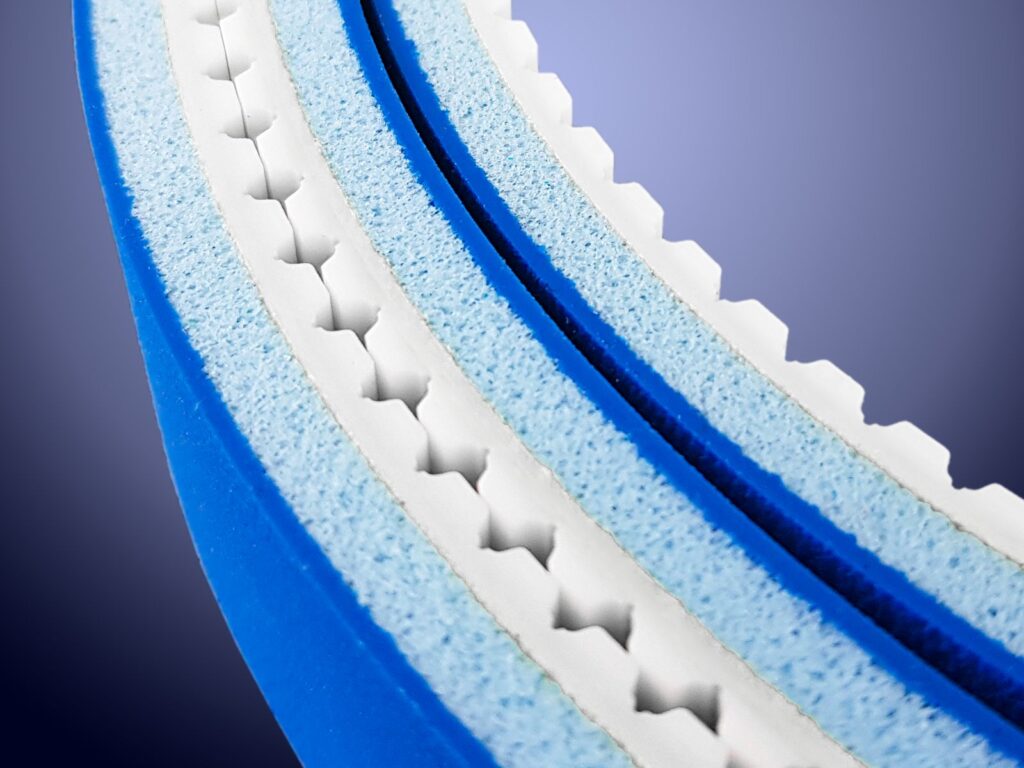
14 – Dual coating composed of blue Sylomer and cold-glued linatex rubber

15 – A honeycomb geometry for the back is recommended in dusty environments (ceramics)
16 – It is possible to have pre-extruded coatings on belts with different types of geometries
MORE IN THE SAME CATEGORY




