

Machining, Joints and Vacuum
on Timing Belts
Our extensive experience allows us to offer all machining which may be required on a timing belt and relative coatings, both dense and foam.
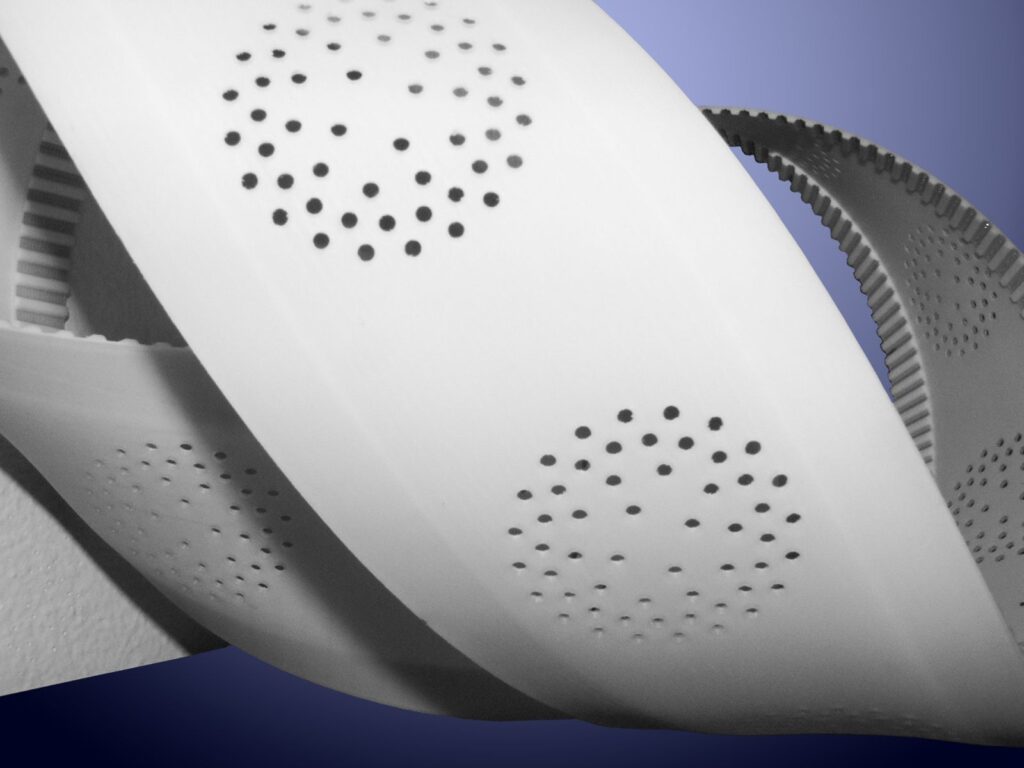
Machining for suction (vacuum) systems
In the automatic machinery sector there are applications where the grip provided by the belt coating is not sufficient to transport the product; in this case, machining can be performed in order to transform the timing belt into a suction (vacuum) system.
More specifically, by creating a channel on the toothed part, perforations and corresponding slots on the coated rear part of the belt, it is possible to apply suction to the product via a vacuum pump.
This type of solution is used primarily for the transport of lightweight materials (film, paper, cardboard boxes, fabric, non-woven fabrics etc.) where, despite the strong acceleration of the system, the product is able to maintain a stable position on the back of the belt.
Machining on Belt Coatings
Geometries very similar to the product to be transported can be created on the rear of the timing belt so that it can be precisely positioned within the compartment created by the machining.
If the goal is to create attachments, on the other hand, milling can be performed transverse to the direction of travel of the timing belt so that the products arrange themselves inside the compartment.
By making longitudinal channels on the coating of the timing belt, it is possible to transport cylindrical objects such as rubber tubing, metal bars, electrical wiring, etc.
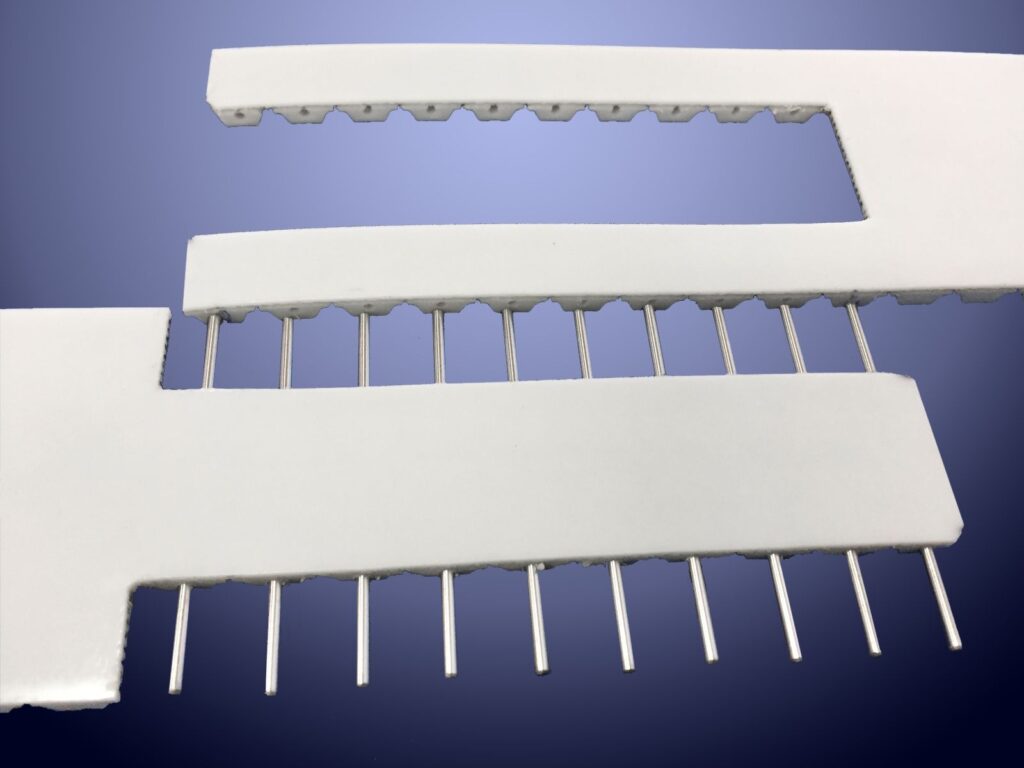
Mechanical Joints with Pins
As well as joints made by welding, it is also possible to perform machining at the ends of the timing belt in order to obtain a mechanical joint. By creating transverse holes on the teeth and inserting cylindrical pins, a very reliable joint is created with load capacities similar to traditional welded joints.
This solution is widely used for spare part timing belts in order to reduce machine downtime; as the belt is open, it is not necessary to remove any other component, and once positioned the belt is simply closed with the pins.
Mechanical joints can be used on all pitches (AT, T, L, H, XH, HTD, RPP) and all types of timing belt (with attachments, with false teeth, with coatings …)

1 – AT10 timing belt for transport of round cases in the cosmetics sector

2 – Shaped machining on 92 sh. polyurethane for transport of individual doses in the pharmaceutical sector

3 – Timing belt with machining for the transport of components in the medical sector

4 – Transverse milling in 92 shore TPU coating to create attachments

5 – Round slots made in polyurethane coating for transporting coffee pods

6 – PU coating, 85 sh., with machining for conveyor system in the confectionery sector

7 – Belt for suction test with channel coated with low-friction, wear-resistant fabric
8 – CNC machining for vacuum transport of pods in the beverage sector

9 – Machining for suction system made via radius tool

10 – Coating in white food-grade rubber with machining for suction system

11 – Coating in 65 shore silicone rubber with channels for transport of rubber tubes

12 – Machining on 70 shore polyurethane coating made with grinder, shaped to drawing specifications

13 – Transverse milling to create attachments made in yellow Sylomer

14 – White rubber coating with channel on rear and tension relief cuts
15 – Joints with pins are an excellent solution for rapid belt changes

16 – AT10 timing belt with Linatex coating and mechanical joint with pins
MORE IN THE SAME CATEGORY




